エンジン部品

エンジンの製造工程においても、
当事業のレーザ溶接機/レーザ加工機/抵抗溶接機、
そしてシステム製品が多数稼働しモノづくりを支えています。
※旧アマダ微細溶接事業は、アマダ・ジョイニングテクノロジーズBU
に再編されています。詳しくはこちらをご覧下さい。
本ページでは、
エンジン部品に適用可能な溶接事例をご紹介しております。
ー 円周シーム溶接
ー ロウ付け前の仮止め溶接
ー 焼き入れ
最新レーザ技術を知りたいはこちらへ!
→アクティブヒートコントロールとは?
→レーザウエルドモニターとは?
アプリケーション
アプリケーションタブをクリックすると、内容をご欄頂くことができます。
似たようなものがHPに載ってない… そんな場合も遠慮なく当社へお問い合わせ下さい。→こちら
円周シーム溶接
隙間が生じないようレーザ溶接を工法とすることを前提にワークが設計されています。突き合わせ部の境界面を狙い位置とし、ワーク側を回転させながら溶接
します。本事例は、ビーム品質の異なるマルチモードとシングルモードの両ファイバーレーザのよる溶接性を比較したものです。

用途に応じたファイバーレーザ溶接機のご提案
マルチモードファイバーレーザ シングルモードファイバーレーザ
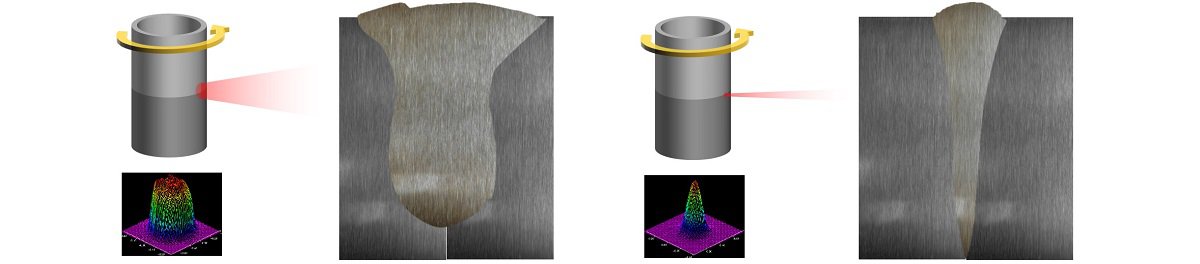
ビームプロファイル:トップハット ビームプロファイル:ガウシアン
■マルチモードファイバーレーザのメリット
ー 溶接が広く、突合せ時の位置精度に余裕を確保
留意事項
ー 深く溶け込むほど溶接幅が広くなり、熱影響が拡大
■シングルモードファイバーレーザのメリット
ー 溶接幅を広げずに深く溶け込み、表面の熱影響も抑制可能
留意事項
ー 突合せ時の位置精度向上
■私たちにお任せ頂くメリット
ー 溶接幅や深さのご要望に対し、最適な機種をご提案
ー 多彩な光学系やスキャナーヘッドで溶接品質を最適化
ー サンプルテストから納品後まで、お客様に密着してサポート
ピックアップ 「シングルモードレーザとワブリング溶接」

断面(ワブリング無)
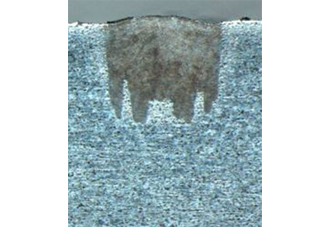
断面(ワブリング有)
ワブリング溶接とは、ガルバノスキャナーを使い、レーザをらせん状に走査しながら溶接する方法です。
幅や周波数、スピードを調整することで、溶接幅や深さを調整できます。
シングルモードレーザとの組み合わせにより、熱影響を抑えつつ幅の広い溶接を実現します。
突き合せ個所へ溶接する際、位置ずれによる影響(溶け込み不足による強度低下)を抑えるメリットがあります。
システムソリューションでワンランク上のモノづくり
当社の加工アプリケーション技術と自動化技術で、お客さまの困りごとの解決策をご提案しております。
本項で紹介したような円柱部品の突合せシーム溶接でも、システムアップした実績がございます。
ワークの押さえ/回転機構や溶接ヘッド(固定光学系)の位置調整も可能なスタンドアローンタイプで、作業者の安全対策も備えています。
生産品質の向上や均質化、属人化の解消、あるいは安全性と生産効率の両立といった課題の解決に、ぜひ当社のシステムソリューションを検討下さい。

関連動画


推奨機種

シングルモード
ファイバーレーザ溶接機
MF-C2000A-S/SC

レーザウエルドモニター
MM-L300A

レーザ溶接システム例
ロウ付け前の仮止め溶接
レーザ溶接は本溶接としての目的だけでなく、仮止めとして用いられることもあります。本事例は、ロウ付け前の工程でワーク移動時の位置ズレを防ぐため、レーザで仮止め溶接を行った事例です。システムアップすることで、人の感覚に頼ることなく又高い生産性も実現します。
■レーザ溶接のメリット
ー 属人化せず自動化が容易で、生産効率が向上
留意点
ー 溶接部に隙間が生じないよう、ワーク設計の確認が必要
■私たちにお任せ頂くメリット
ー仮止めに適した、スポット溶接(パルス照射)を行う溶接機もラインナップ
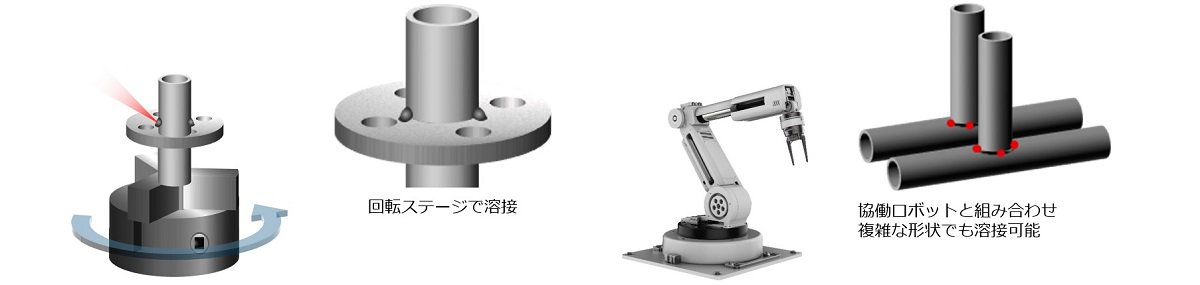
ー位置決めステージから協働ロボットまで、ワーク形状に応じたシステムアップが可能
ー国内メーカーとして迅速なアフターサービスをご提供
システムソリューションでワンランク上のモノづくり
当社の加工アプリケーション技術と自動化技術で、お客さまの困りごとの解決策をご提案しております。
本項で紹介したようなロウ付け前の仮止め溶接でも、システムアップした実績がございます。
下のイメージのように協働ロボットで溶接ヘッド(固定光学系)を走査することで、複雑に組み合わされた箇所でも溶接可能です。
生産品質の向上や均質化、属人化の解消、あるいは安全性と生産効率の両立といった課題の解決に、当社のシステムソリューションをぜひご検討下さい。

推奨機種

パルスファイバーレーザ溶接機
ML-3030AS
レーザウエルドモニター
MM-L300A
レーザ溶接システム例
レーザ焼き入れ
ファイバーレーザ溶接機の中には、溶接以外の熱処理に対応可能なタイプもあります。
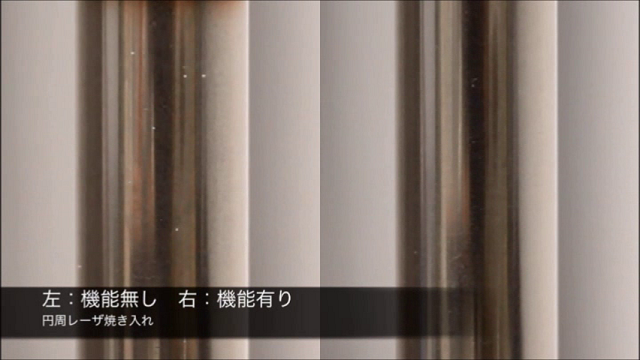
独自のレーザ出力制御機能「アクティブヒートコントロール」を搭載したタイプであれば、本事例のように焼き入れや焼き鈍しも可能です。

■レーザ溶接のメリット
ー局所加熱となるため、ワーク全体への熱ダメージを大幅に軽減
留意点
ー生産効率向上のため、レーザ溶接機の複数台導入が必要
■私たちにお任せ頂くメリット
ー加工端を基準とした独自のレーザ出力制御技術により、安定した加工を実現
ー熱処理の範囲に応じ、特殊光学系でビーム形状を成形可能
アクティブヒートコントロール
“加工端の発熱量”を基準に、レーザ出力を自動で制御する新機能です。
専用光学系を使って発熱量をレーザ溶接機本体へフィードバックし、予め設定した発熱量となるようレーザ出力を制御します。
溶接機内部の出力を基準とした従来機能※とは異なり、加工端を基準にすることで、ワークの発熱状態に応じた出力制御が可能です。
溶接の他、焼き入れ等など、熱量のコントロールが重要な加工に適しています。※リアルタイムパワーフィードバック
詳しくはこちら
関連動画
推奨機種

マルチモード
ファイバーレーザ溶接機
MF-C2000A-M/MC
レーザウエルドモニター
MM-L300A
レーザ溶接システム例
アマダ微細溶接事業の製品・製品の修理/復旧、および企業活動についてのお問い合わせ窓口をご案内しております。