レーザ溶接の品質管理
レーザ溶接では、抵抗溶接と同様にその良否を直接判定することはできません。
このため、下記で紹介するモニタリング装置を活用し、その判定データを使って間接的に品質を管理します。
「HPだけでは理解しきれない」「もっと詳しく知りたい」「実際に溶接機を触ってみたい」
そんなお客様は是非HPお問い合わせをご利用下さい!
※旧アマダ微細溶接事業は、アマダ・ジョイニングテクノロジーズBUに再編されています。詳しくはこちらをご覧下さい。
レーザウエルドモニターの活用
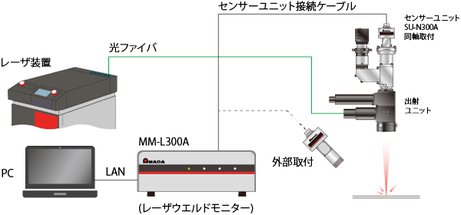
レーザウエルドモニター(MM-L300A)は、レーザ溶接時の品質管理に必須のモニタリング装置です。
溶接部から発生する熱放射光(近赤外線)をモニタリングし、予め取得した良品時の測定波形を基準に比較判定し、
良否判定が可能です。また、NG品の検出だけでなく、不良要因の特定に役立てることができます。
構成例
熱放射光の検出は赤外線サーモグラフィーと同じ原理で、「温度変化に依存して、熱放射光の強度も変化する」
という特性を利用します。
溶接不良発生時は、溶融部の温度変化が発生する現象が多く、「熱放射光の強度」が不随して変化します。
つまり、下記の考え方が成り立つため、「溶接不良」は「放射光の強度変化」として捉えることができます。
考え方① 溶接不良≒温度変化≒熱放射光の強度変化
レーザウエルドモニターでは、その「熱放射光の強度変化」を「波形の変化」として示す方法を採用しています。
これにより、下記の考え方が成り立つため、「溶接不良」を「波形の変化」として検出することができます。
考え方② 溶接不良≒温度変化≒熱放射光の強度変化≒波形の変化
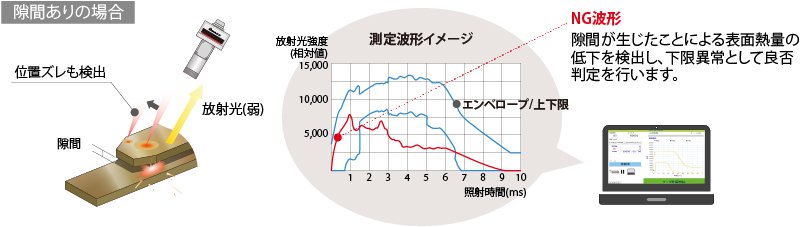
比較判定例
端子の重ね溶接において、溶接箇所に生じた隙間(ギャップ)を検出します。
隙間が生じたことで端子の表面温度が低下し、これが基準波形から大きくずれたことでNGと判定できます。
説明動画もぜひご覧ください

その他の基礎知識はこちら
・レーザとは
・レーザ溶接とは
・レーザ溶接機の基本構成
・レーザ溶接機の種類と特長
・レーザ溶接の品質管理
もっと詳しく知りたい方はこちらへ!
「HPだけでは理解しきれない」「もっと詳しく知りたい」「実際に溶接機を触ってみたい」
そんなお客様は是非HPお問い合わせへご連絡下さい!
また当社では、業界別や工法別にアプリケーションを紹介するページを開設しております。
基礎原理だけでなく、「どんなワークに何が出来るのか知りたい」という方はこちらもご覧ください。
業界別アプリケーション紹介
工法別アプリケーション紹介
ご不明点やサンプル実験のご要望があれば是非、最寄りの営業所までご連絡下さい!
皆さまからのお問い合わせをお待ちしております。
アマダ微細溶接事業の製品・製品の修理/復旧、および企業活動についてのお問い合わせ窓口をご案内しております。