加工端を基準とした新しいレーザ出力制御技術
※旧アマダ微細溶接事業は、アマダ・ジョイニングテクノロジーズBUに
再編されています。詳しくはこちらをご覧下さい。
アクティブヒートコントロール
レーザを使用した熱加工の革新
加工端基準のレーザ出力制御で、より一層の安定化を実現!
~溶接だけでなく、焼き入れ/はんだ付け/樹脂溶着に威力を発揮します~
アクティブヒートコントロールとは
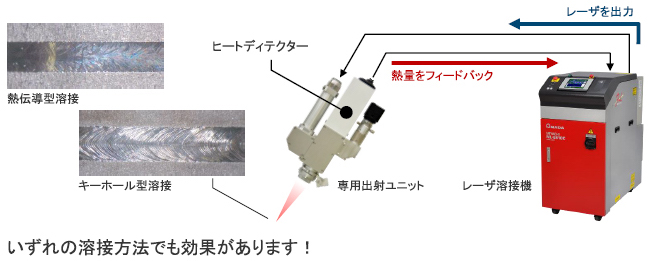
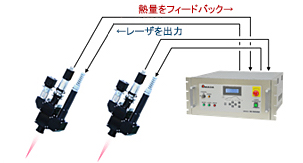
“加工端の発熱量”を基準に、レーザ出力を自動で制御する新機能です。
専用光学系を使って発熱量をレーザ溶接機本体へフィードバックし、予め設定した発熱量となるようレーザ出力を制御します。
溶接機内部の出力を基準とした従来機能※とは異なり、加工端を基準にすることで、ワークの発熱状態に応じた出力制御が可能です。溶接の他、焼き入れなど、熱量のコントロールが重要な加工に適しています。
※リアルタイムパワーフィードバック
アクティブヒートコントロールを使った“メリット①”
レーザ溶接に威力を発揮
焦点位置のZ軸変動に対するマージンが拡大
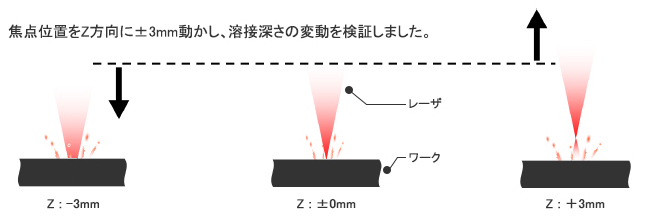
通常、レーザを用いた加工では、最も集光されたポイント(焦点位置JUST)で加工を行います。
レーザ溶接の場合も同様で、この焦点位置がZ軸方向にずれてしまうと、溶接性が変化します。
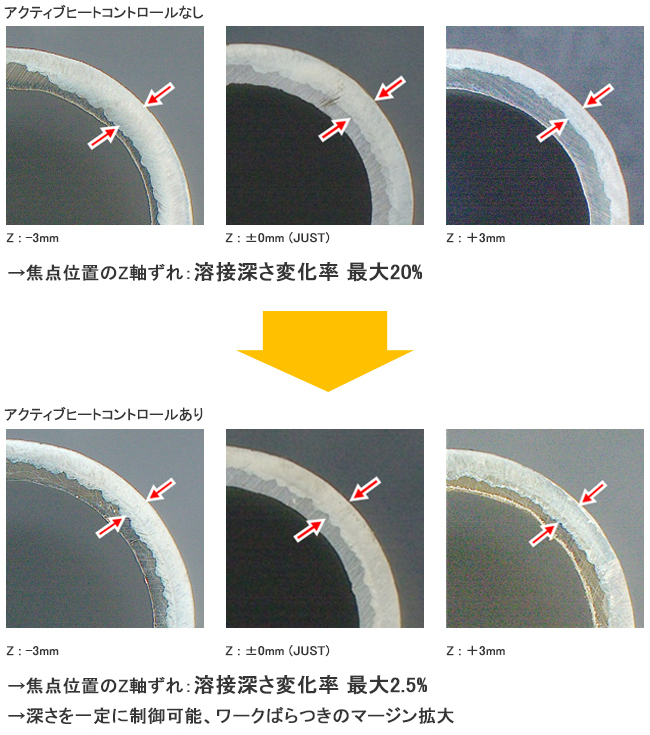
今回の新機能を使うことでマージンが拡大し、Z軸ずれが発生した場合も、溶接深さを一定に制御できることが確認されました。※
※当社検証であり、加工結果を保証するものではありません。
検証方法 従来:“Z軸変動の抑制が必須”
検証結果
レーザ溶接におすすめの機種はこちら!

ファイバーレーザ溶接機 ML-6810C

ファイバーレーザ溶接機
MF-C300A-SF/C500A-SF/C1000A-S
アクティブヒートコントロールを使った“メリット②”
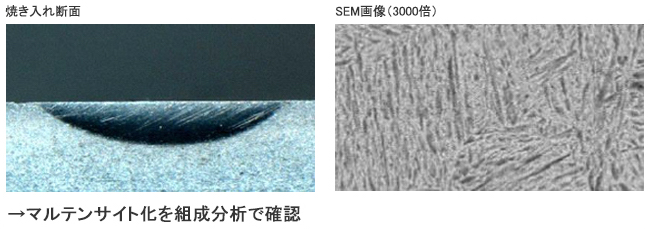
レーザ焼き入れにも最適
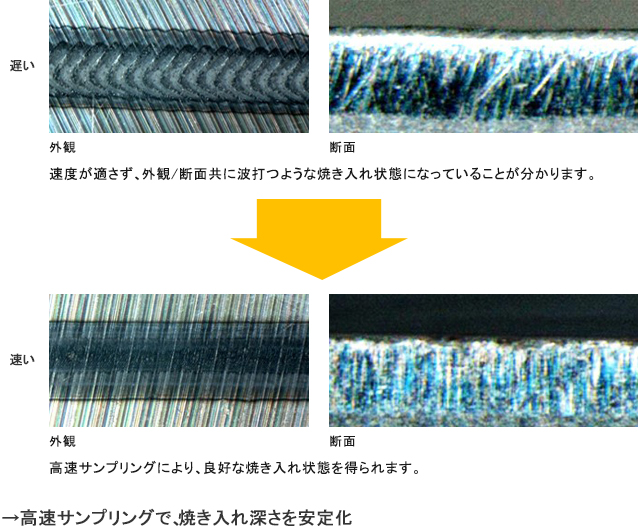
高速サンプリングで、焼き入れ深さを一層安定化
今回の新機能は、加工端の熱量を一定に維持するようレーザ出力を制御します。
この特長により、溶融しない最適温度を維持する必要のあるレーザ焼き入れにも威力を発揮します。
この機能がない場合、繰り返し加工による冶具発熱とワークへの熱伝播が発生します。
その状態で設定通りの出力でしか制御できない場合、焼き入れに適した以上の熱量が生じ、溶融されてしまいます。
検証方法&結果
■装置構成
- レーザ電源:ML-6810C
- 焼き入れ幅:約2mm
- 材質:S50C(機械構造用炭素鋼)
■サンプリング速度
レーザ焼き入れにおすすめの機種はこちら!
ファイバーレーザ溶接機 ML-6810C
アクティブヒートコントロールの“メリット③”
レーザはんだ付けにも最適
本機能&特殊光学系で、複数個所×2列のはんだ付けを安定化
今回の新機能は、加工端の熱量を一定に維持するようレーザ出力を制御します。
この特長により、溶融しない最適温度を維持する必要のあるレーザ焼き入れにも威力を発揮します。
この機能がない場合、繰り返し加工による冶具発熱とワークへの熱伝播が発生します。
その状態で設定通りの出力でしか制御できない場合、焼き入れに適した以上の熱量が生じ、溶融されてしまいます。
検証方法&結果
■装置構成
- レーザ電源:ML-5020AW
- サンプル:IC端子(4点、2列同時)
レーザはんだ付けにおすすめの機種はこちら!


アマダ微細溶接事業の製品・製品の修理/復旧、および企業活動についてのお問い合わせ窓口をご案内しております。